Let’s Start With The Part Nobody Talks About
You spend weeks getting the zinc die casting design right. The geometry. The tolerances. The threads. Then you put a bad coating on it, and six months later you get angry emails from customers showing photos of peeling, blistering, or corrosion.
At that point, nobody cares how precise the zinc alloy die casting was. All they see is a failing product.
I run a high pressure zinc die casting and finishing operation. We make parts for bathroom fixtures and door locks — the kind of stuff people touch every day. Our clients include TOTO, Kohler, and Master Lock. Over the years I’ve learned one thing the hard way: the coating doesn’t just decorate the part. It IS the part’s lifespan.
So if you are trying to figure out what coating for zinc die cast parts actually works in the real world, let me walk you through what we see on the shop floor and in the salt spray chamber.

Why Zinc Die Cast Parts Are So Picky About Coatings
Die cast zinc (usually Zamak 3 or Zamak 5) is an incredible material. It flows beautifully under high pressure zinc die casting, captures fine details, and gives you that satisfying heft.
But here’s the problem: zinc is reactive. Freshly cast zinc has a surface that wants to oxidize. Tiny porosity from the casting process can trap moisture. If you don’t handle the part correctly in the first few hours after casting, no coating in the world will save it.
This is why zinc alloy die casting parts manufacturers who outsource polishing or plating are gambling with your product. A good coating starts with good pre-treatment — and that window of time between casting and finishing is everything.
The Coatings We Actually Use on Zinc Die Cast Parts (And Why)
I’m not going to bore you with a textbook list. These are the four coating types we apply in-house, and what each is actually good for.
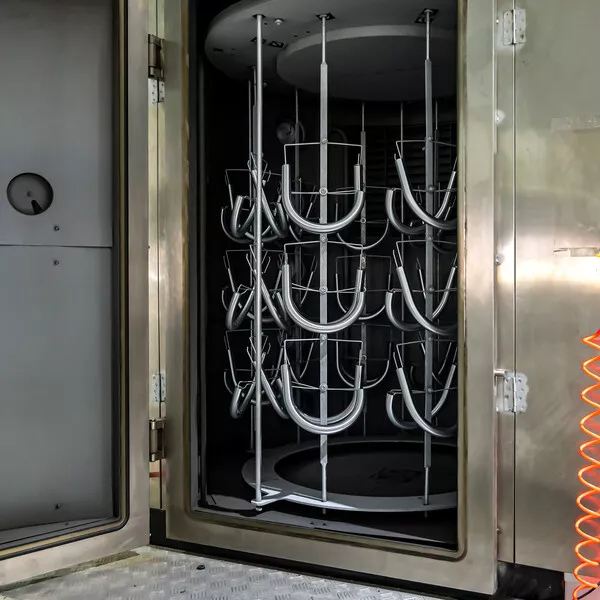
1. PVD (Physical Vapor Deposition)
If you want that brushed gold, brushed nickel, or gunmetal look that doesn’t scratch off when someone drops a wrench on it, you want PVD.
PVD is a vacuum process that deposits a super-thin, super-hard ceramic layer onto the zinc. The key is surface preparation. The zinc casting has to be polished to a literal mirror finish first. Any pinhole, any micro-porosity — the PVD coating will highlight it, not hide it.
We run our own PVD chambers right next to the polishing line. For brands like Kohler, color consistency across batches is non-negotiable. That brushed gold on the faucet handle has to match the shower trim exactly. You only achieve that when you control polishing and PVD under one roof.
2. Powder Coating
For architectural hardware and some lock components, powder coating is still king. It gives you that thick, matte texture — especially in black, white, or custom RAL colors.
On die cast zinc, powder coating works well if the part is properly preheated to outgas any trapped moisture from the casting. Skip that step, and you get little craters in the finish. We learned that the hard way years ago. Now our powder line includes a pre-bake stage specifically for zinc parts.
3. Liquid Paint (Wet Spray)
Liquid paint has its place, especially for complex shapes where powder just can’t reach every recess evenly. It also gives you gloss levels that powder can’t always match.
The downside on zinc? Paint is thinner. If the casting surface underneath has any roughness or porosity, it telegraphs right through. We typically recommend liquid paint only when we are confident the raw casting quality is near-perfect — which, with our in-house CNC and robotic polishing, it usually is.
4. Electroplating (Chrome / Nickel)
Traditional chrome plating on zinc is a multi-layer process: copper strike, nickel, then chrome. It’s beautiful when done right. It’s also the most chemically demanding process, and the one most likely to fail if the plating shop cuts corners.
We still plate certain zinc die casting components, particularly for classic bathroom styles. But for modern designs, PVD has largely replaced electroplating in our shop. Better durability, fewer chemicals, and no hexavalent chromium headaches.


Why In-House Coating Changes Everything
A lot of zinc alloy die casting parts manufacturers will show you a casting sample that looks perfect. What they don’t tell you is that the polishing and coating were done by a third party, three towns away, and they have no control over it.
We built our operation differently. CNC machining, robotic polishing, PVD, powder coating, and wet spray all happen in our own facility. Here’s what that means for your coating:
-
No delays between polishing and coating. The part doesn’t sit around absorbing moisture from the air.
-
No finger-pointing. If a finish fails, it’s on us. There’s no outside plater to blame.
-
Real quality control. We run ASTM B117 salt spray tests on production samples. We don’t send parts out hoping for the best.
And because we make parts for TOTO, Kohler, and Master, we can’t afford to get this wrong. Kohler’s auditor doesn’t care about excuses. They care about test results.
A Quick Word About Coating Failures (So You Know What To Watch For)
If you’re sourcing custom zinc die cast parts and seeing any of these, the coating process is broken:
-
Blistering: Moisture trapped under the coating, usually from poor casting quality or skipping the pre-heat step.
-
Pinholes in PVD: The base metal wasn’t polished smooth enough before coating.
-
Color variation: The finisher isn’t controlling batch recipes tightly. This is common with outsourced PVD.
-
Flaking: The coating didn’t bond to the zinc. Usually a surface preparation failure.
These are all preventable. But only if your supplier owns the entire process.
How The Vietnam Option Helps
You might be reading this thinking about import duties. I get it. Tariffs have made everyone’s life harder.
We now run a parallel factory in Vietnam. And here’s what matters for coating for zinc die cast parts: we use the exact same PVD targets, the same powder formulations, and the same quality manual in both locations.
So if you need a zinc alloy die casting component with a specific PVD finish, we can produce it in China or Vietnam. The coating quality is identical. The only difference is the certificate of origin — and that difference might save you a lot of money on duties.
Let’s Talk About Your Project
If you need custom zinc die casting parts — bathroom hardware, door lock components, whatever it is — and you care about how the coating holds up after two years of real-world use, we should talk.
Send us your drawings. We’ll do a proper DFM analysis. We’ll recommend the right coating for your application, not just the cheapest one. And we’ll show you what a coating looks like when it’s done by people who control the whole process.
Because a coating for zinc die cast parts isn’t just the top layer. It’s the difference between a product that lasts and one that ends up in a returns bin.
Ready to get it right? Contact our engineering team STICK INDUSTRY today.